
Ceramic Materials Marking
Ceramic materials are widely used across consumer and industrial sectors, from tableware and decorative tiles to electronic substrates and high-performance components. While laser marking is often considered a universal solution, ceramics present a fundamentally different processing challenge compared to metals or plastics.
The key issue is not whether ceramics can be marked—but how to control energy input to avoid structural damage while achieving stable contrast.
In real production environments, many marking failures are not caused by equipment limitations, but by incorrect process selection or improper parameter control.
Marking of different types of ceramics
1.Understanding Ceramic Behavior Under Laser Processing
Unlike metals, ceramics do not plastically deform under heat. Instead, they respond through:
localized melting (in glaze layers)
micro-fracturing (in brittle structures)
surface ablation or discoloration
This makes ceramic marking highly sensitive to thermal gradients.
When a laser interacts with ceramic material, the outcome depends on how energy is absorbed and dissipated:
If energy is too concentrated → cracking or chipping
If energy is too low → no visible marking
If energy distribution is unstable → inconsistent contrast
This is why in ceramic processing, energy density and pulse characteristics matter more than raw power.
2.Material Structure Determines Process Selection
Ceramics are not a single material category. Their internal structure and surface condition directly determine how they react to laser energy.
Glazed Ceramics
Glazed ceramics consist of a ceramic base covered with a glass-like coating. The laser interacts primarily with the glaze layer rather than the substrate.
Because the glaze has a different thermal expansion coefficient from the base material, rapid heating can create internal stress. In practice, this is where most cracking issues occur.
Fiber lasers, due to their high peak energy and shorter wavelength absorption characteristics, often introduce excessive localized heating. This leads to micro-cracks within the glaze or even visible fracture lines.
UV lasers, by contrast, operate through a photochemical mechanism with significantly reduced thermal impact. Instead of melting the material, they break molecular bonds, allowing controlled marking without damaging the surrounding structure. This makes them far more suitable for high-quality marking on glazed surfaces.
Unglazed Ceramics
Unglazed ceramics have a rough, porous surface with better energy absorption characteristics. Because there is no glaze layer to trap stress, they are generally more tolerant to thermal processes.
CO₂ lasers perform well in this category because their wavelength is highly absorbed by non-metallic materials. The interaction typically results in surface ablation or slight melting, creating a visible contrast.
Fiber lasers can also be used in some cases, but the result depends heavily on density and composition. Low-density ceramics may still crack under high peak energy input.
Porcelain and Fine Ceramics
Porcelain is dense, uniform, and structurally refined, but also extremely brittle. The margin for error is very small.
Even minor thermal stress can lead to invisible micro-cracks that later propagate during use.
In industrial practice, UV lasers are preferred because they minimize heat-affected zones. This is particularly important for applications such as high-end tableware or electronic components where both aesthetics and structural integrity are critical.
Technical Ceramics (Alumina, Zirconia, etc.)
Industrial ceramics such as alumina and zirconia are engineered for high strength, thermal resistance, and electrical insulation.
These materials are commonly used in:
electronic substrates
semiconductor components
medical devices
Because of their stability, they can tolerate higher energy input, but they also require high precision and consistency.
UV lasers are widely used for fine marking (QR codes, serial numbers), while CO₂ lasers may be applied for surface structuring in certain alumina-based materials. Fiber lasers are used selectively, depending on the specific formulation and required depth.

Industrial ceramic marking
3.Process Mechanisms: What Actually Happens During Marking
Understanding the physical mechanism behind each method is essential for selecting the right solution.
Fiber Laser Marking
Fiber lasers rely on thermal interaction. The laser energy is absorbed and converted into heat, causing localized melting or oxidation.
On ceramics, this process is unstable because:
heat conduction is uneven
internal stress cannot be released
As a result, fiber lasers are only suitable for specific dense industrial ceramics, and even then require careful parameter tuning.
UV Laser Marking
UV lasers operate at shorter wavelengths and induce photochemical reactions rather than purely thermal effects.
Instead of heating the material significantly, they break molecular bonds directly. This results in:
minimal heat-affected zone
high precision
reduced risk of cracking
This is why UV lasers are considered the most stable and safest solution for ceramic marking, especially for fragile or high-value components.

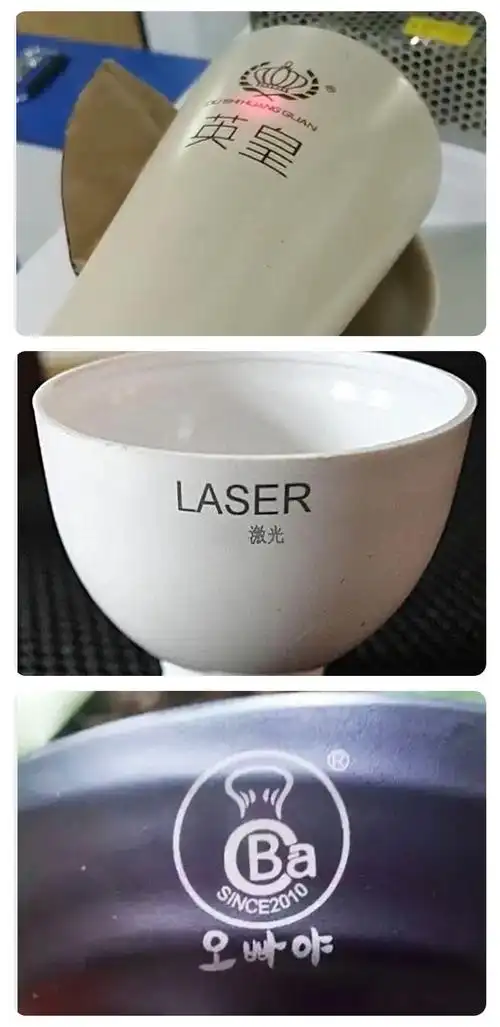
Ceramic cup surface marking images
CO₂ Laser Processing
CO₂ lasers interact strongly with non-metallic materials and are widely used for ceramics.
The process typically involves:
surface ablation
micro-melting
texture formation
They are particularly effective for:
tiles
decorative ceramics
unglazed materials
However, due to their larger spot size and thermal nature, they are not suitable for micro-marking or high-precision applications.
Laser Engraving with Color Filling
In applications where contrast is insufficient, a secondary process is often introduced.
After laser engraving creates a recessed structure, pigments or coatings are applied to fill the engraved area. This enhances visibility and allows for customized color effects.
This method is commonly used in:
branding
decorative ceramics
nameplates
It adds process complexity but significantly improves visual quality.
UV Printing
When full-color marking is required, laser technology alone is not sufficient.
UV printing deposits ink directly onto the surface and cures it באמצעות ultraviolet light. This enables:
full-color graphics
gradients and images
high-resolution patterns
Unlike laser marking, this is an additive process rather than material removal.
It is widely used for:
ceramic cups
decorative tiles
promotional products
However, durability depends on surface preparation and coating adhesion.
4.Process Selection Based on Application Goals
In real-world scenarios, the correct approach is not to choose a machine first, but to define the application requirement.
If the goal is permanent identification on industrial components, stability and durability take priority. In such cases, UV laser marking is typically the most reliable option.
For decorative engraving on architectural ceramics, CO₂ lasers provide sufficient performance with lower cost and higher efficiency.
When dealing with glazed consumer products, the priority shifts to avoiding cracks while maintaining visual quality. UV lasers again become the preferred solution.
If the requirement includes color, branding, or visual impact, UV printing is the only viable option.
In some cases, hybrid processes (laser + color filling) provide the best balance between durability and aesthetics.
5.Risk Control in Ceramic Marking
From an engineering perspective, the biggest challenge is not achieving a mark—but achieving it consistently without defects.
The most common issues include:
1.micro-cracking caused by excessive energy density
2.surface chipping due to thermal shock
3.low contrast due to insufficient absorption
4.inconsistent results across different batches
To control these risks, several factors must be managed:
Energy distribution must be uniform. This involves not only power settings but also pulse width and frequency.
Focus position is critical. Even small deviations can significantly change energy density at the surface.
Scanning strategy (line spacing, overlap) directly affects heat accumulation.
Material variability must always be considered. Even ceramics with the same nominal specification may behave differently.
For this reason, sample testing is not optional—it is a necessary step in process validation.
Ceramic Marking Samples
6.Practical Engineering Considerations
In industrial environments, marking is rarely an isolated process. It must integrate with production requirements.
This includes:
cycle time constraints
automation compatibility
positioning accuracy
traceability standards (QR codes, UID, etc.)
For example, in electronics manufacturing, marking must be precise, readable, and non-destructive. This often requires integration with vision systems and automated handling.
In consumer product lines, consistency and appearance may be more important than depth, requiring fine control of contrast and surface finish.
7.ZS Machinery: Application-Oriented Ceramic Solutions
At ZS Machinery, ceramic marking is approached as a process engineering task rather than simple equipment supply.
We evaluate:
material type and structure
marking requirements
production environment
Based on this, we provide:
UV laser systems for precision and fragile materials
CO₂ laser systems for non-metallic engraving
fiber laser solutions for specific industrial ceramics
UV printing systems for full-color applications
More importantly, we support:
sample testing and validation
parameter optimization
process stability improvement
automation integration
If you require ceramic marking solutions, please feel free to contact us. We will select the most suitable marking solution for you based on your specific needs.