
Stone Marking and Engraving Solutions: A Practical Guide Centered on CO₂ Laser Processing
Stone is a unique material category in industrial marking and engraving. Unlike metals or plastics, it is non-homogeneous, brittle, and thermally unstable at the micro level, which makes the interaction with laser energy fundamentally different.
For manufacturers working with granite, marble, slate, or engineered stone, achieving consistent engraving quality requires more than just selecting a machine — it requires understanding material behavior, energy control, and post-processing options.
This guide provides a detailed, engineering-focused explanation of how to process stone using CO₂ laser engraving as the primary method, with complementary solutions including UV printing, pigment filling, and UV laser marking.

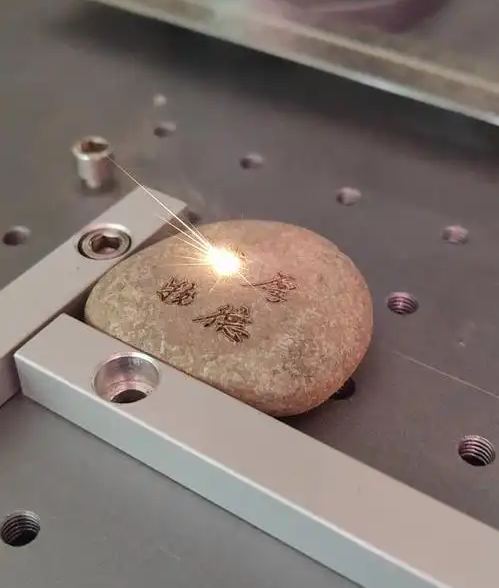
Stone laser engraving samples
1.Material Behavior: Why Stone Reacts Differently to Laser Energy
Stone does not behave like a meltable material. Instead of softening or flowing under heat, it undergoes localized thermal stress and micro-fracturing.
When exposed to a CO₂ laser beam:
The surface absorbs energy unevenly due to grain structure
Rapid temperature rise causes expansion in micro regions
Internal stress exceeds fracture limits
Micro-scale cracks form and propagate
This results in a roughened surface layer, which scatters light and creates the visible engraved mark.
The key implication is:
The “color change” is not pigmentation
It is an optical contrast caused by surface topology
This is why darker stones (such as granite or slate) produce high-contrast white or gray marks, while lighter stones (like marble) often show weak visibility.
2.CO₂ Laser Engraving: Core Process and Control Strategy
CO₂ laser remains the most reliable and widely adopted solution for stone engraving due to its wavelength compatibility and stable energy delivery.
2.1 Energy Interaction Mechanism
The CO₂ laser (10.6 μm wavelength) is effectively absorbed at the stone surface. However, since stone lacks a uniform molecular structure, energy distribution is irregular.This leads to three simultaneous effects:
(1)surface ablation (minor material removal)
(2)micro-explosive fracture
(3)thermal discoloration (in some minerals)
The balance between these effects determines the final engraving quality.
2.2 Key Parameter Strategy (Not Just Power & Speed)
Many users oversimplify laser setup, but stone engraving requires multi-variable control,include:
(1)Power Density
High peak energy increases contrast but also raises the risk of:edge chipping,uncontrolled cracking and grain pull-out.
Lower power with multiple passes often produces more uniform results.
(2)Scanning Speed
Scanning Speed determines energy accumulation:
It the speed is too slow,it will cause excessive thermal stress.
If too fast,will cause insufficient contrast.
A balanced approach often involves:moderate speed and repeated passes instead of single deep engraving
Resolution (DPI)
Higher DPI increases detail but also:increases heat overlap and the risks over-processing.
For stone making, optimal DPI depends on the grain size,application (text vs image) and line Spacing / Fill Strategy.
Tight spacing can improve uniformity and increases processing time and heat accumulation
Wider spacing is faster but may cause visible banding
2.3 Practical Insight
In real production, the best results typically come from:
medium power + higher speed + multi-pass strategy rather than aggressive single-pass engraving.This reduces stress concentration and improves surface consistency.
Stone Laser Marking
3.Stone Type Differences: Process Adaptation is Critical
A major mistake in the industry is treating all stone as the same.Below are different stone types and their characteristic
(1)Granite is:
Dense and fine-grained
Produces sharp, high-contrast marks
Highly stable under laser
It is the best choice for:
memorial engraving
high-detail graphics
(2)Marble is:
Softer and lighter
Lower contrast after engraving
More sensitive to thermal stress
Requires:
lower power
careful parameter tuning
(3)Slate is typically:
Naturally layered
Dark surface provides excellent contrast
Easy to engrave
It’s ideal for:
decorative panels
photo engraving
(4)Engineered Stone
Contains resin and fillers
Behavior is unpredictable
Requires:
mandatory sample testing
parameter adjustment per batch
4.Achieving Color on Stone: Practical Industrial Methods
Laser engraving alone is inherently monochrome. For applications requiring color, additional processes are necessary.
4.1 Post-Engraving Pigment Filling
This is one of the most practical and widely used solutions.
Process
engrave the surface using CO₂ laser
apply pigment or paint into engraved areas
remove excess material
Technical Considerations
engraving depth must be sufficient for pigment retention
surface roughness improves adhesion
cleaning before filling is critical
Advantages
low cost
strong contrast
suitable for outdoor applications
4.2 UV Printing on Stone
UV printing enables full-color graphics directly on stone surfaces.
Process Mechanism
ink is deposited onto the surface
UV light instantly cures the ink layer
Technical Challenges
Stone surfaces are:
porous
uneven
low surface energy in some cases
This leads to:
inconsistent adhesion
potential peeling over time
Solutions
surface polishing or sealing
primer application
multi-layer printing strategy
Best Use Cases
decorative products
indoor signage
customized gifts
4.3 Hybrid Process (Engraving + Printing)
For premium applications:
laser creates texture and depth
UV printing adds color
This combination provides:
tactile effect
enhanced visual quality

UV Printing On Stone
5.UV Laser Marking on Stone (Secondary Option)
UV laser operates with a much shorter wavelength and lower thermal impact.
Characteristics
minimal heat-affected zone
very shallow marking depth
higher precision edges
When to Use
delicate stone materials
fine surface marking
applications requiring minimal surface damage
Limitations
low efficiency
weak contrast compared to CO₂
not suitable for deep engraving
6.Process Selection Logic (Engineering Perspective)
Choosing the correct solution depends on application goals:
For durable engraving and text marking → CO₂ laser
For enhanced visibility on light stone → engraving + pigment filling
For full-color graphics → UV printing
For high-end decorative products → hybrid process
For precision shallow marking → UV laser
7.Production Considerations Often Overlooked
Dust and Debris Management
Stone engraving generates fine particulate matter:
affects machine optics
impacts operator safety
Proper extraction and filtration systems are essential.
Thermal Accumulation in Batch Processing
Continuous engraving leads to:
material heating
reduced consistency
Solutions include:
interval processing
airflow cooling
optimized job sequencing
Fixture and Positioning Stability
Stone is heavy and rigid:
improper support leads to vibration
affects engraving accuracy
Custom fixtures improve repeatability.
8.Importance of Sample Testing
Due to variability in:
mineral composition
density
surface finish
It is not reliable to apply a universal parameter set.
Sample testing allows you to:
validate material compatibility
determine optimal parameters
preview final visual results
9.ZS Machinery Stone Processing Solutions
ZS Machinery provides integrated solutions for stone marking and engraving:
CO₂ laser engraving systems for primary processing
UV printers for full-color applications
UV laser systems for precision marking
customized automation and handling solutions
We support customers with:
material evaluation and testing
parameter optimization
application-specific process design
scalable production solutions
Call to Action
Contact ZS Machinery today to discuss your stone engraving requirements. Our engineers will recommend the most suitable CO₂ laser or printing solution based on your material, application, and production needs. Sample testing is available to ensure optimal results before mass production.