
Differences Between Continuous Wave Lasers and Pulsed Lasers
Continuous lasers and pulsed lasers are the two most common types of lasers in the laser equipment industry. To understand the core differences between them, it is necessary to start from the fundamental characteristic of energy output mode, and then extend to a comprehensive comparison of working principles, key parameters, performance characteristics, and application scenarios. Through “core difference analysis” and a “multi-dimensional comparison table,” ZS Machinery systematically explains the differences between the two to provide professional guidance for practical laser selection.
What is a Continuous Wave Laser (CW Laser)?
A Continuous Wave Laser (CW Laser) refers to a type of laser capable of continuously and stably outputting laser energy. Its working principle is that the pump source continuously supplies energy to the gain medium, allowing the laser resonant cavity to maintain a stable oscillation state at all times, thereby generating continuous laser output.
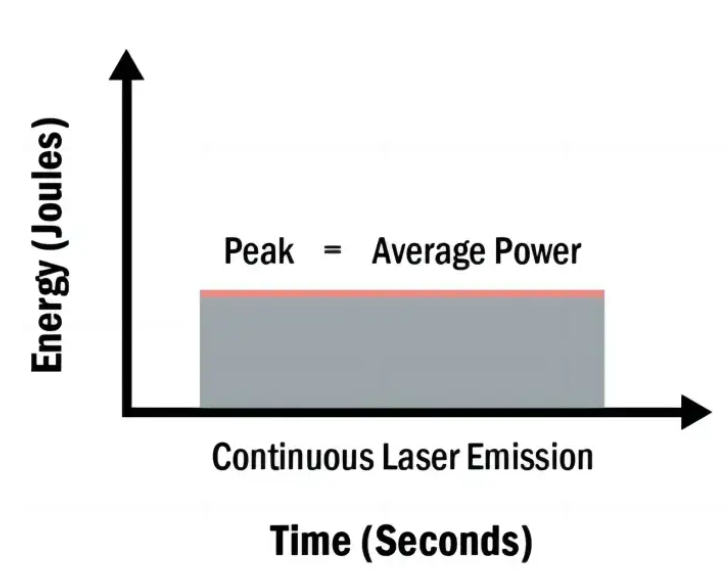
Continuous laser energy diagram
What is a Pulsed Laser?
A Pulsed Laser does not emit laser continuously. Instead, it releases high-energy laser pulses instantaneously within an extremely short period of time.
Its essence is: laser energy is first accumulated and then released instantly. Pulsed lasers are further divided into Q-switched lasers and MOPA lasers. For the differences between these two technologies, please refer to Differences between MOPA Fiber Lasers and Q-Switched Fiber Lasers.
Next, we will make a comprehensive comparison between continuous lasers and pulsed lasers.
Core Difference: The Fundamental Difference in Energy Output Mode
The most fundamental difference between the two lies in whether the laser energy is output continuously and uninterruptedly, which directly determines their parameter characteristics and application directions.
Continuous Wave Laser
The laser medium is “continuously pumped” (such as continuous electrical power supply or continuous optical excitation), allowing the population inversion state to remain stable and uninterrupted. Therefore, the output laser is a continuous and stable beam, with energy evenly distributed over time (similar to “water continuously flowing from an opened faucet”).
Its core advantage is “stable power output,” making it suitable for scenarios requiring long-term and uniform energy input. However, its disadvantage is relatively low peak power (unable to instantly concentrate extremely high energy), which can easily cause thermal damage when processing highly reflective materials or brittle materials.
Pulsed Laser
The laser medium is “pulse pumped” (such as intermittent electrical excitation or short optical pulse excitation). Population inversion only occurs within specific time intervals, and the output laser consists of a series of short-duration, high-intensity pulse beams with highly concentrated energy over time (similar to “high-pressure water bursts from a faucet”).
Its core advantage is “extremely high peak power” (the energy density of a single pulse can reach 10³–10⁹ times that of a continuous laser), enabling “cold processing” (energy is concentrated instantaneously, so the material is removed before heat can diffuse). Its disadvantage is relatively low average power (total energy is distributed among multiple pulses), making it unsuitable for applications requiring continuous energy input.
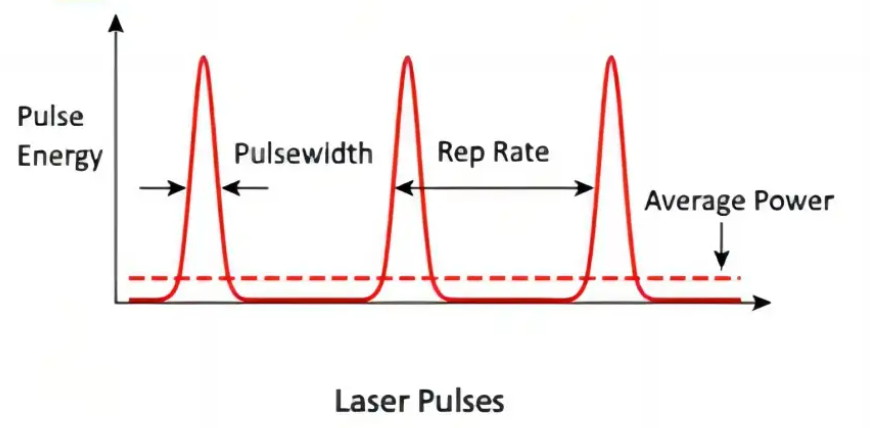
Paulse laser diagram
Multi-Dimensional Professional Comparison Table
To present the differences more clearly, the following table provides both quantitative and qualitative comparisons from eight key dimensions:
| Comparison Dimension | Continuous Wave Laser (CW Laser) | Pulsed Laser (Pulsed Laser) |
|---|---|---|
| Energy Output Mode | Continuous and uninterrupted beam, energy evenly distributed over time | Intermittent pulse beam, energy highly concentrated within pulse cycles |
| Key Core Parameters | Average power (W), beam quality (M²), linewidth (nm) | Pulse width (ns/ps/fs), repetition frequency (Hz), peak power (W), single pulse energy (J) |
| Peak Power | Low (close to average power, usually below kW level) | Extremely high (Peak Power = Single Pulse Energy / Pulse Width, can reach MW, GW, or even TW levels) |
| Thermal Effect | Significant thermal effect (continuous energy input easily causes heating and deformation) | Extremely low thermal effect (“cold processing,” heat has no time to diffuse) |
| Working Principle | Pump source continuously supplies energy, maintaining stable population inversion | Pump source intermittently supplies energy, achieving population inversion only during pulse cycles |
| Typical Laser Types | Continuous fiber lasers (such as 1064nm), continuous CO₂ lasers, continuous semiconductor lasers | Nanosecond lasers (such as Nd:YAG), picosecond/femtosecond lasers (such as femtosecond Ti:sapphire lasers), Q-switched lasers |
| Typical Applications | Metal welding (automotive body), thick steel plate cutting, optical fiber communication, laser cladding | Precision micro-hole machining (3C electronics), medical aesthetics (tattoo removal), LiDAR, scientific research (molecular spectroscopy) |
| Material Processing Characteristics | Suitable for continuous processing of thick materials and high thermal conductivity materials, but prone to heat-affected zones (HAZ) | Suitable for precision processing of brittle materials (ceramics, glass) and highly reflective materials (copper, aluminum), with minimal edge chipping |
Key Parameter Analysis: Why Do These Parameters Determine Application Scenarios?
1.Pulse Width
Pulse Width is the “core parameter” of pulsed lasers and refers to the duration of a single laser pulse (units: nanoseconds ns = 10⁻⁹s, picoseconds ps = 10⁻¹²s, femtoseconds fs = 10⁻¹⁵s).
The shorter the pulse width:
- The more concentrated the energy
- The weaker the thermal effect
Femtosecond lasers can achieve “non-thermal damage processing,” making them suitable for precision etching of semiconductor chips, while nanosecond lasers balance efficiency and precision and are widely used for smartphone frame micro-hole machining.
2.Peak Power
Peak Power is the “performance indicator” of pulsed lasers, calculated as:
Ppeak=EtP_{peak}=\frac{E}{t}Ppeak=tE
Example: If a laser has a single pulse energy of 10mJ (millijoules) and a pulse width of 10ns (nanoseconds), then its peak power is:
10×10⁻³J / 10×10⁻⁹s = 1×10⁶W (1MW, megawatt level)
In comparison, a continuous laser with the same average power may only have a peak power of 10W — a difference of 100,000 times. This is also the key reason why pulsed lasers can break down air and strip highly reflective materials.
3.Average Power
Average Power is a parameter shared by both laser types, but its significance differs.
3.1.Continuous Wave Laser
Average Power = Actual Output Power
This directly determines processing speed. For example, a 10kW continuous laser can cut 20mm thick steel plates.
3.2.Pulsed Laser
Average Power = Single Pulse Energy × Repetition Frequency
For example, if the single pulse energy is 10mJ and the repetition frequency is 1kHz, then the average power is 10W, which is suitable for precision marking but not for thick material cutting.
Conclusion: How to Choose According to Your Needs?
1.Choose a Continuous Wave Laser When:
The application requires “long-term and uniform energy input” and is not sensitive to thermal effects, such as:
- Metal structure welding (automobiles, ships)
- Thick steel plate/tube cutting
- Laser cladding (repair of worn components)
- Optical fiber communication (stable signal amplification)
2.Choose a Pulsed Laser When:
The application requires “high precision, low thermal damage,” or “instantaneous high-intensity energy,” such as:
- Precision 3C electronics machining (smartphone frame micro-holes, semiconductor chip etching)
- Medical aesthetics (pigment removal, tattoo cleaning)
- LiDAR (long-distance detection)
- Scientific research (atomic cooling, molecular dynamics observation)
Comprehensive Guide to Portable Laser Engraving Machines

